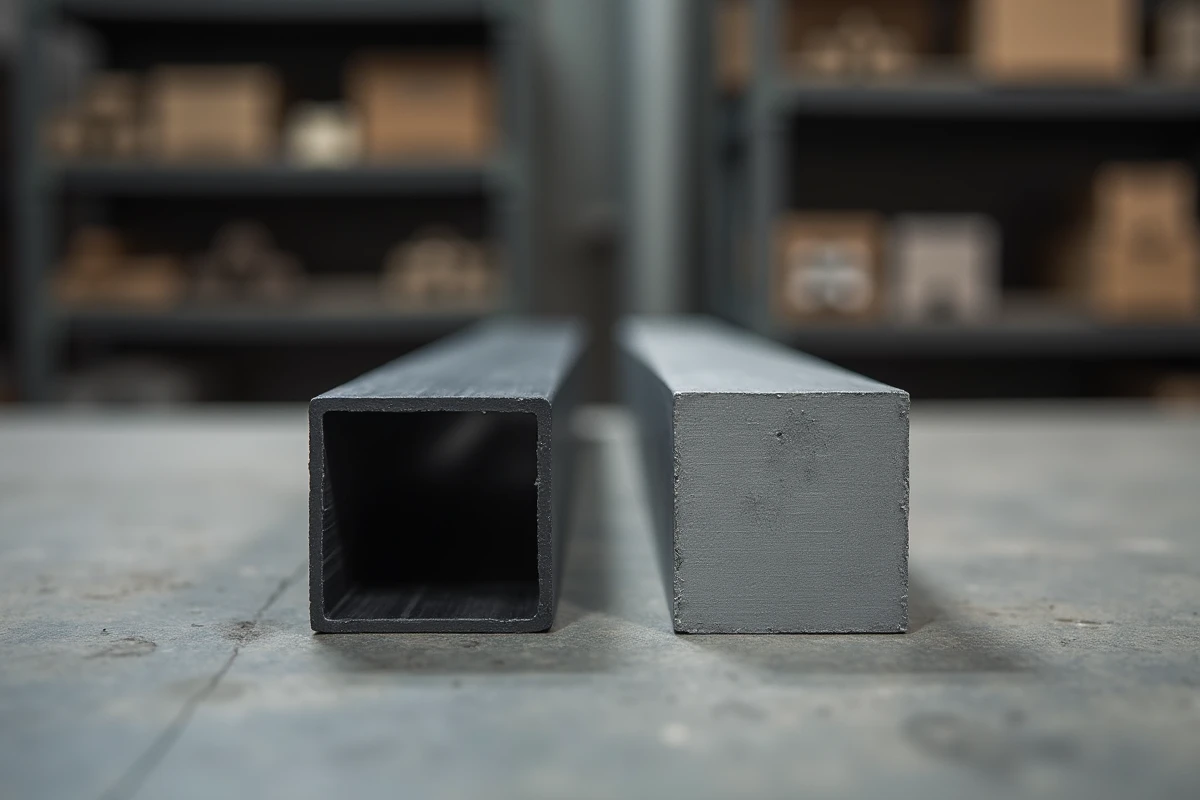
Choisir entre un tube carré en aluminium brut et un tube carré en aluminium anodisé revient à arbitrer entre coût, durabilité de surface et contraintes d’environnement. Les deux partagent le même alliage de base, mais le traitement électrochimique d’anodisation modifie en profondeur le comportement du tube face à la corrosion, à l’abrasion et au vieillissement esthétique.
Aluminium brut contre anodisé : tableau comparatif des propriétés
| Critère | Tube carré aluminium brut | Tube carré aluminium anodisé |
|---|---|---|
| Couche d’oxyde | Fine couche naturelle (quelques nanomètres) | Couche épaissie par procédé électrochimique, intégrée au métal |
| Résistance à la corrosion | Modérée, suffisante en intérieur sec | Nettement supérieure, adaptée aux environnements humides ou marins |
| Résistance à l’abrasion | Faible, marquage rapide au contact | Élevée, particulièrement en anodisation dure (hard anodizing) |
| Aspect de surface | Mat, irrégulier, traces de laminage possibles | Uniforme, lisse, colorable (noir, argent, bronze, etc.) |
| Usinabilité | Découpe, perçage et soudure sans contrainte | Usinage possible mais la couche anodique se détruit localement |
| Coût relatif | Le plus bas | Significativement plus élevé |
Ce tableau résume les écarts principaux. Les sections suivantes détaillent les cas où chaque option s’impose.
A lire en complément : Conversion pouce cm : tableau complet à imprimer ou télécharger
Couche d’oxyde et résistance à la corrosion du tube carré aluminium
L’aluminium forme spontanément une pellicule d’oxyde au contact de l’air. Sur un tube brut, cette pellicule reste extrêmement mince et offre une barrière limitée.
L’anodisation épaissit cette couche d’oxyde de façon contrôlée, par un bain électrolytique qui force la croissance de l’alumine en profondeur dans le métal. La couche obtenue n’est pas un revêtement posé en surface : elle fait partie intégrante de l’aluminium, ce qui la rend impossible à écailler comme une peinture.
A lire en complément : Les étapes essentielles pour fixer la télévision au mur avec raffinement

Pour un tube carré exposé à l’humidité (montage extérieur, structure proche d’une piscine, châssis en bord de mer), l’anodisation constitue la protection anticorrosion la plus fiable sans ajouter de poids. En revanche, un tube destiné à une structure d’étagère en intérieur sec ne justifie pas ce surcoût : la couche d’oxyde naturelle du brut suffit.
Résistance à l’abrasion et tenue mécanique de surface
Le marquage est le point faible du tube carré en aluminium brut. Au moindre frottement répété (montage, démontage, passage de câbles, contact avec d’autres pièces), la surface se raye et prend un aspect usé.
L’anodisation standard améliore déjà la dureté de surface. Pour les applications soumises à des contraintes mécaniques plus sévères, l’anodisation dure (hard anodizing) offre une résistance à l’abrasion comparable à certains aciers traités. Cette variante est utilisée sur les châssis de robots, les guides linéaires et les pièces de mouvement en aluminium où le tube subit des chocs ou des frottements fréquents.
Un tube brut dans ce type d’usage se dégrade visuellement en quelques semaines. L’anodisation dure repousse ce vieillissement sur une durée bien plus longue, sans modifier les dimensions du tube de façon significative puisque la couche croît en partie vers l’intérieur du métal.
Usinage et soudure : ce que l’anodisation change pour vos assemblages
Le tube carré brut se découpe, se perce, se soude et se plie sans précaution particulière. C’est son avantage principal pour les projets nécessitant beaucoup de reprises d’usinage.
Toute opération d’usinage sur un tube anodisé détruit la couche protectrice localement. Une coupe ou un perçage expose l’aluminium nu à l’endroit de l’intervention. Si le tube doit être soudé, la zone de soudure perd l’anodisation et devra être retouchée (par un traitement local ou un revêtement complémentaire) pour retrouver sa protection.
La séquence de fabrication optimale est donc :
- Découper, percer et souder le tube à l’état brut, en finissant toutes les reprises mécaniques
- Envoyer l’ensemble usiné en anodisation une fois les assemblages terminés
- Limiter les interventions post-anodisation aux ajustements qui ne touchent pas les surfaces exposées
Commander un tube déjà anodisé reste pertinent quand aucune reprise n’est prévue (longueurs coupées à dimension, assemblages par visserie ou emboîtement).
Rendu esthétique et finitions disponibles sur tube carré aluminium
Le tube brut sort de filière avec un aspect mat, parfois légèrement strié. Cette finition convient aux structures cachées ou aux projets industriels où l’apparence ne compte pas.
L’anodisation ouvre un registre esthétique différent. Le procédé permet d’intégrer des pigments dans la couche d’alumine poreuse avant scellement, ce qui donne accès à des teintes stables : noir, bronze, or, argent satiné. La couleur ne s’écaille pas puisqu’elle est emprisonnée dans la structure même de l’oxyde.
Pour les projets d’aménagement visible (garde-corps, mobilier, encadrements, structures décoratives), cette tenue de teinte sur le long terme évite les cycles de repeinture. Le tube brut, lui, peut être peint ou thermolaqué, mais ces traitements ajoutent une épaisseur de revêtement externe susceptible de s’écailler sous les chocs.
Quel tube carré choisir selon l’usage : brut ou anodisé
Le choix se ramène à trois questions concrètes :
- Le tube sera-t-il exposé à l’humidité, aux embruns ou à un environnement corrosif ? Si oui, le tube anodisé réduit drastiquement l’entretien et la dégradation
- Le tube subira-t-il des frottements ou des contacts mécaniques réguliers ? L’anodisation dure prolonge la durée de vie de la surface de façon mesurable
- Le tube doit-il être soudé ou fortement usiné après achat ? Le brut simplifie toute la chaîne de fabrication et permet d’anodiser l’ensemble fini

Un tube carré aluminium brut reste le choix le plus économique pour les structures intérieures, les prototypes et les pièces destinées à être retravaillées. Le tube anodisé prend l’avantage dès que la durabilité de surface ou l’esthétique conditionnent la réussite du projet. Entre les deux, le surcoût de l’anodisation se justifie par l’absence quasi totale d’entretien sur la durée de vie de la pièce.